At Ice Tools our manufacturing process will meet or exceed your expectations. We say this because we not only want our tools to be to your print we also want it to look, feel and perform like your cutter. We can change any of our procedures as may be required but the following is how many tools are made at our plant.
Documentation
When the Ice Tools team receives a purchase order it is immediately checked for accuracy and version to insure the proper print is on file and inserts are in stock.
A file containing a routing sheet, inspection sheet and job sheets is created showing every step of the manufacturing process.
Turning
A turning print is drawn (if not supplied)
Parts are turned in two setups on our lathe.
The turned part is checked against the print; including axial and radial runout.
Heat Treat and Grind
Parts are sent out for these processes. Hardness is recorded and parts are inspected for straightness and grinding dimensions. All of this information is kept with the job's file for any future needs.
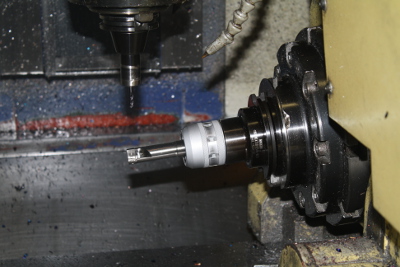
Pocket Machining
All parts are machined on a 5-axis vertical machining center.
The part is held in a CAT #50 taper adapter by its shank just like the end user will hold it.
A tool sheet is prepared which includes the specific tools used, the holder used and notes; so that if the job repeats it will be the same every time.
The pockets are machined using a program from our 5-axis cad/cam software.
Part in #50 taper
The part is taken from the machining center in its CAT #50 taper to the inspection shadow scope; if it doesn't pass inspection it can then be rerun. This is important because it means we have a low scrap rate and it allows us to keep very narrow tolerances (these are recorded on an inspection sheet and kept in the file).
The part is removed from its holder, deburred and visually inspected.
Final Touches
The part is sent for the required finish such as black oxide, steam oxide or nickel plating and laser etching where your logo and part number are etched.